

構件焊縫的一般要求
1、鋼構構件的各種連接焊縫,需要根據產品加工圖樣要求的焊縫質量等級選擇相應的焊接工藝進行施焊,在產品加工時,同一斷面上拼板焊縫間距不能小于200mm。
2、焊接作業環境需要符合國家現行標準《鋼構焊接規范》的有關規定。
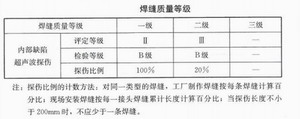
3、焊縫無損探傷需要按照國家現行標準《焊縫無損檢測 超聲檢測 技術、檢測等級和評定》和《鋼構超聲波探傷及質量分級法》的規定進行探傷。焊縫質量等級和探傷比例需要符合下圖的規定。
4、經探傷檢驗不合格的焊縫,除了需要將不合格部位的焊縫返修外,還需要加倍進行復檢,當復檢仍不合格時,需要將該焊縫進行100%探傷檢查。
陜西鋼構熱線:029-86252006
聯系地址:陜西省西安市北關正街35號方興大廈8樓
行業動態
- 鋼構焊接引弧的規范要求
- 鋼構防止層狀撕裂的關鍵
- 超聲波探傷的方法
- 鋼構焊接工藝的評定流程
- 關于鋼構網架荷載計算的
- 如何提高鋼構夾層的施工
- 常見的鋼構焊接工藝
- 如何有效提升鋼構的耐久
- 全面提升鋼構承載能力的
- 鋼構焊接無損檢測的方法



公司動態

行業動態
- H型鋼的主要特征
- 鋼構工程梁和柱的剛接以
- 鋼構工程引弧板、引出板
- 如何給鋼構廠房進行采光
- 鋼構廠房的柱間垂直支撐
- 鋼構廠房樓承板施工方法
- 搭建鋼構廠房閣樓都有哪
- 鋼構住宅的柱間支撐系統
- 鋼構廠房地基下沉的處理
- 鋼構廠房的抗震縫和沉降

 鋼構廠房
鋼構廠房