

關于H型鋼的具體加工步驟和要求
焊接H型構件加工制作采用H型鋼生產線進行組焊,首先在H型鋼自動組立機上將腹板和其中一塊翼緣板組裝成T型,然后再將T型與另一塊翼緣板組裝成H型,合格后轉入后續各工序,焊接H型構件加工制作步驟:
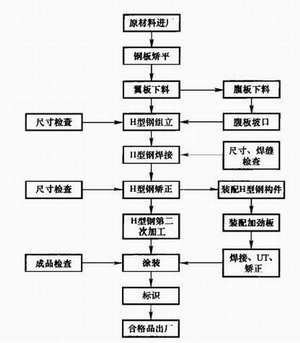
一、下料切割
焊接H型鋼腹板、翼緣板切割下料前需要用矯平機對鋼板進行矯平,切割設備主要采用火焰多頭直條切割機。切割時進行多塊板同時下料,以防止零件切割后產生側彎。
二、H型鋼組立
焊接H型鋼在組立前需要標出翼板中心線與腹板定位線,同時檢查翼緣板、腹板編號、材質、尺寸、數量的正確性,合格后才可以進行組立。焊接H型鋼組立時定位焊縫嚴禁出現裂紋或氣孔,定位焊必須由持相應合格證的焊工施焊,所用焊接材料與正式施焊相同。定位焊焊腳高度不能大于設計焊腳高度的2/3,同時也不能低于設計焊腳高度的1/2。定位焊焊縫長度為50mm左右,間距小于300mm,定位焊距H型鋼端部距離大于50mm。定位焊需要預熱時,預熱溫度要高于正式施焊預熱溫度。H型鋼組立精度需要滿足施工規范及驗收規范要求。
三、H型鋼焊接
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前需要清除焊縫區域存在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不能小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80—120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后才可以進行焊接。焊接方法采用門式埋弧焊進行自動焊接,焊接時按照順序進行。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,需要通過多次的翻身轉動,來減少焊接變形。進行埋弧焊焊接時,焊腳高度需要滿足設計圖紙要求,焊接過程中需要觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫需要打磨出不小于1:4的過渡坡才能繼續施焊。焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口修磨平整,嚴禁用錘擊落。
四、焊接H型鋼矯正
焊接H型鋼焊接完成后需要進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不能有明顯的劃痕或損傷,劃痕深度不能大于0.5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800—900°C,且不能有過燒現象。
免責聲明:本文來源于網絡,由網友提供或網絡搜集,僅供個人研究、交流學習使用,不涉及商業盈利目的。如有版權問題,請聯系本站管理員予以更改或刪除。華邦鋼構會定期發布西安鋼構等相關資料文章,包括鋼構廠房、鋼構住宅、鋼構高層、鋼構建筑、鋼構工程等領域,敬請關注!
行業動態
- 鋼構焊接引弧的規范要求
- 鋼構防止層狀撕裂的關鍵
- 超聲波探傷的方法
- 鋼構焊接工藝的評定流程
- 關于鋼構網架荷載計算的
- 如何提高鋼構夾層的施工
- 常見的鋼構焊接工藝
- 如何有效提升鋼構的耐久
- 全面提升鋼構承載能力的
- 如何預防鋼構防火涂料出



公司動態

行業動態
- H型鋼的主要特征
- 鋼構工程梁和柱的剛接以
- 鋼構工程引弧板、引出板
- 如何給鋼構廠房進行采光
- 鋼構廠房的柱間垂直支撐
- 鋼構廠房樓承板施工方法
- 搭建鋼構廠房閣樓都有哪
- 鋼構住宅的柱間支撐系統
- 鋼構廠房地基下沉的處理
- 鋼構廠房的抗震縫和沉降

 鋼構廠房
鋼構廠房