

殘余應力的產生與分布規律
構件中的力學缺陷主要是指殘余應力,它的產生主要是由鋼材熱軋以及板邊火焰切割、構件焊接和校正調直等加工制造過程中不均勻的高溫加熱和冷卻所引起的。其中焊接殘余應力數值最大,通常可達到或接近鋼材的屈服強度。
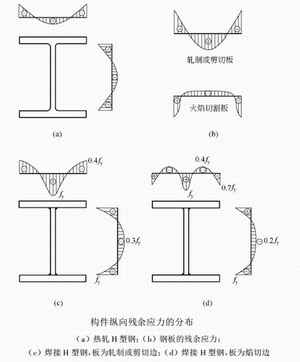
H型鋼在熱軋后的冷卻過程中,翼緣板端的單位體積的暴露面積大于腹板與翼緣交接處,冷卻較快。腹板與翼緣的交接處,冷卻較慢。同理,腹板中部也比其兩端冷卻較快。后冷卻部分的收縮受到先冷卻部分的約束產生了殘余拉應力,而先冷卻部分則產生了與之平衡的殘余壓應力。因此,截面殘余應力為自平衡應力。
熱軋或剪切鋼板的殘余應力較小,常可忽略。用這種帶鋼組成的焊接工字形截面,焊縫處的殘余拉應力可能達到屈服點。
對火焰切割鋼板,由于切割時熱量集中在切割處的很小范圍,在板邊緣小范圍內可能產生高達屈服點的殘余拉應力,板的中部產生較小的殘余壓應力。用這種鋼板組成的焊接工字形截面,翼緣板的焊縫處變號為殘余拉應力。
熱軋型鋼中殘余應力在截面上的分布和大小與截面形狀、尺寸比例、初始溫度、冷卻條件以及鋼材性質有關。焊接構件中殘余應力在截面上的分布和大小,除與這些因素有關外,還與焊縫大小、焊接工藝和翼緣板邊緣制作方法(焰切、剪切或軋制)有關。
量測殘余應力的方法主要有分割法、鉆孔法和X射線衍射法等,但應用較多的是分割法,這是一種應力釋放法。其原理是:將構件的各板件切成若干窄條,使殘余應力完全釋放,量測各窄條切割前后的長度,兩者的差值就反映出截面殘余應力的大小和分布。焊接構件的殘余應力也可應用非線性熱傳導、熱彈塑性有限元法分析求得。
免責聲明:本文來源于網絡,由網友提供或網絡搜集,僅供個人研究、交流學習使用,不涉及商業盈利目的。如有版權問題,請聯系本站管理員予以更改或刪除。華邦鋼構會定期發布陜西鋼構等相關資料文章,包括鋼構廠房、鋼構住宅、鋼構高層、鋼構建筑、鋼構工程等領域,敬請關注!
行業動態
- 鋼構熔透焊焊接接頭的核
- 鋼構焊接引弧的規范要求
- 鋼構防止層狀撕裂的關鍵
- 超聲波探傷的方法
- 鋼構焊接工藝的評定流程
- 關于鋼構網架荷載計算的
- 如何提高鋼構夾層的施工
- 常見的鋼構焊接工藝
- 如何有效提升鋼構的耐久
- 全面提升鋼構承載能力的



公司動態

行業動態
- H型鋼的主要特征
- 鋼構工程梁和柱的剛接以
- 鋼構工程引弧板、引出板
- 如何給鋼構廠房進行采光
- 鋼構廠房的柱間垂直支撐
- 鋼構廠房樓承板施工方法
- 搭建鋼構廠房閣樓都有哪
- 鋼構住宅的柱間支撐系統
- 鋼構廠房的抗震縫和沉降
- 鋼構廠房地基下沉的處理

 鋼構廠房
鋼構廠房